Die Anordnung der Maschinen in der Fertigung orientiert sich an der jeweiligen Fertigungstechnologie und an dem Durchlauf der Fertigungsaufträge. Handelt es sich bei der Ablaufart um ein technologieorientiertes Prinzip, so wird von einem Verrichtungsprinzip gesprochen. Die durchlauforientierten Fertigungsstrukturen sind nach dem Fließprinzip angeordnet.
Beide Fertigungsprinzipien können mittels der Werkstättenfertigung, der Gruppenfertigung oder der Fließfertigung realisiert werden.
Werkstättenfertigung
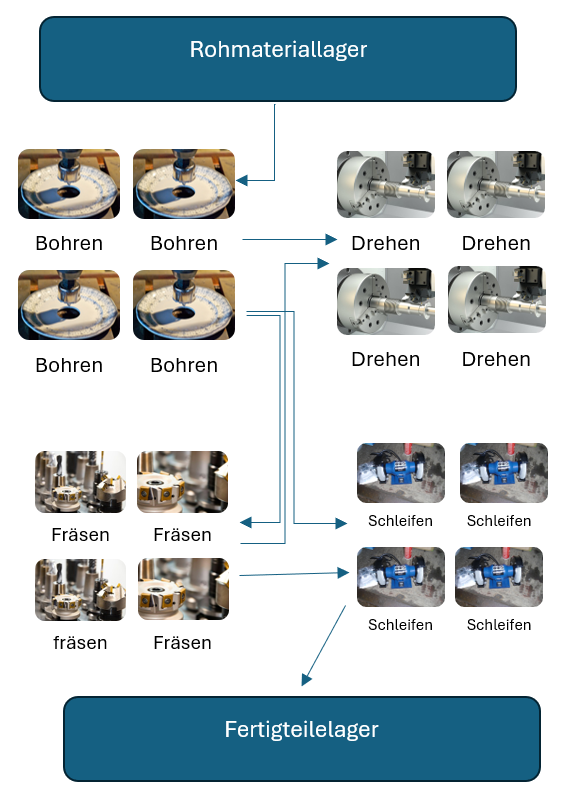
Das charakteristische Merkmal der Werkstättenfertigung ist die Zusammenfassung von Maschinen mit gleichen Bearbeitungsverfahren zu einer fertigungstechnischen Einheit in der Werkstatt. Bei dieser Organisationsform sind z.B. alle Drehmaschinen zu einer Werkstatt zusammengefasst. Ein zu fertigendes Teil muss dementsprechend alle notwendigen Werkstattbereiche nach und nach durchlaufen. Demzufolge ergeben sich bei diesem Organisationsprinzip große Transportwege zwischen den jeweiligen Arbeitsplätzen.
Zur Anwendung kommt die Werkstättenfertigung bei einer kleinen herzustellenden Losgröße eines Auftrags und bei einem häufigen Wechsel von Aufträgen mit unterschiedlichen Arbeitsgangfolgen. Dies ist häufig in der auftragsorientierten Einzelfertigung und der gemischten Kleinserienfertigung der Fall.
Der Vorteil der Werkstättenfertigung liegt in seiner besonderen Flexibilität. Da die einzelnen Werkstattbereiche unabhängig voneinander arbeiten, sind unvorhergesehene oder plötzliche Änderungen im Produktionsprogramm besser auszugleichen.
Als ein wesentlicher Nachteil des Werkstättenprinzips ist die lange Durchlaufzeit zu nennen, die sich aufgrund der hohen Liege- und Transportzeitanteile ergibt. Ebenso ist die Produktionsplanung aufwendig.
Gruppenfertigung
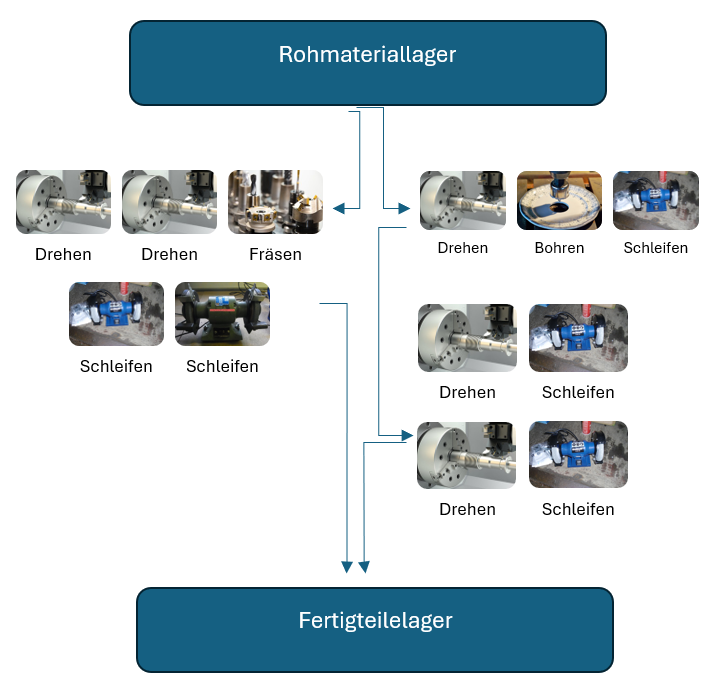
Einen Kompromiss zwischen Werkstatt- und Fließfertigung stellt die Gruppenfertigung dar. Bei dieser Organisationsform orientiert sich die Gliederung nicht an einzelnen Fertigungsverfahren, sondern an bestimmten Verfahrenskombinationen bei bestimmten Werkstückgruppen. Dabei können in Abhängigkeit vom Automatisierungsgrad unterschiedliche Fertigungskonzepte (z.B. Fertigungsinseln) zum Einsatz kommen. Bei diesem Verfahren werden die Maschinen unterschiedlicher Fertigungsverfahren zusammengefasst, die zur vollständigen Herstellung einer definierten Werkstückgruppe notwendig sind.
Der Materialfluss ist innerhalb der Maschinengruppe variabel. Im übergeordneten Zusammenhang des gesamten Fertigungsbereiches wird die Maschinengruppe als Einheit nur einmal angesteuert. Da in dieser Einheit meist eine komplette Bearbeitung der Werkstücke möglich ist, wird die Anzahl der Transportvorgänge erheblich gesenkt und die Durchlaufzeit verkürzt. Die Abgrenzung der Maschinen untereinander ist produktbezogen, wobei innerhalb einer Gruppe eine hohe Variantenvielfalt möglich ist, solange die Verfahrenskombination gleich bleibt.
Fließfertigung
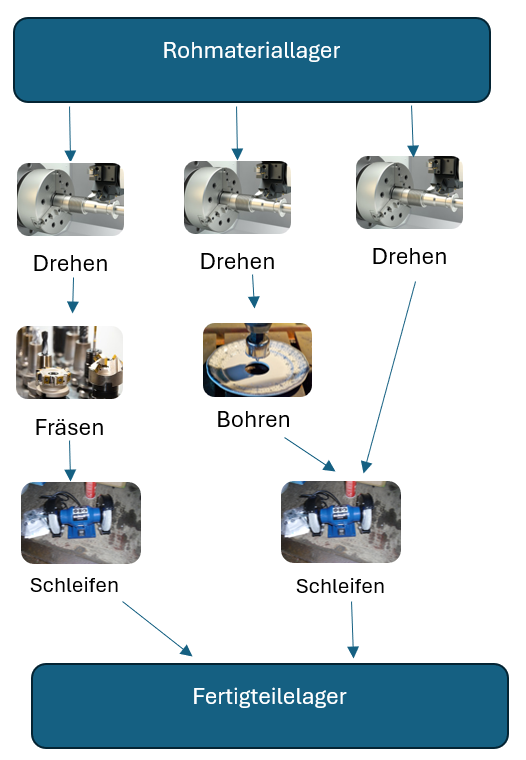
Bei der Fließfertigung bestimmt die Arbeitsgangfolge einer jeden Teilegruppe die Maschinenanordnung. Der Vorteil einer Fließfertigung kommt dann zum Tragen, wenn die gesamten oder einzelne Abschnitte der Arbeitsvorgangsfolge immer wieder gleich oder zumindest ähnlich sind. Mit der räumlichen Anordnung der Maschinen ergibt sich eine produktbezogene Gliederung.
Voraussetzung für den Einsatz der Fließfertigung sind allerdings Stückzahlen, die eine befriedigende Auslastung der Maschinen in einer solchen Anordnung zulassen. Während bei kleinen und mittleren Serien Ablaufvarianten durch Überspringen oder durch Rückspringen in der Maschinereihenfolge möglich sind, werden bei Großserien die einzelnen Maschinen zu starren Transferstraßen verkettet.
Typisches Beispiel für die Fließfertigung ist die Automobilherstellung, bei der die organisatorische Strukturierung sogar soweit geht, das nicht nur innerhalb eines Fertigungsbereichs eine produktbezogene Gliederung vorgenommen wird, sondern ganze Betriebseinheiten für einzelne Baugruppen eingerichtet werden.
Quelle: Wieneke, Falko und Schmidt, Joachim, Produktionsmanagement, 5. Auflage, Verlag Europa-Lehrmittel